Work started yesterday evening machining the soft end of the supplied 2MT Arbor. The job is to turn down a 5/16" section and put on the 5/16" BSF thread to thread the Base on.
 |
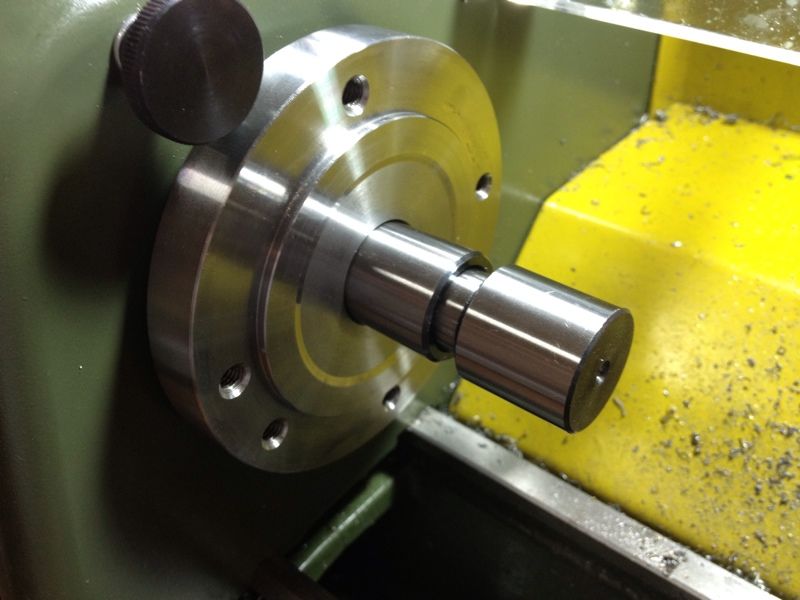
| The 2MT arbor was fitted on a 2MT to 3MT adapter sleeve for the spindle bore. The "soft" end measured 1" in diameter. The first job is to turn this down to 3/4". |
 |
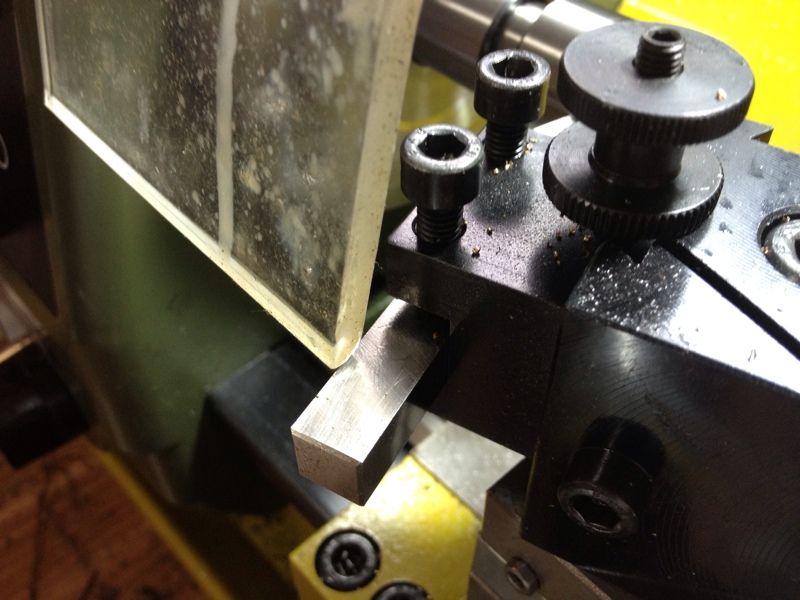
| Realised that the cover blocked the carriage as the Proxxon tool in use is too long. |
 |
| Using the handle of the chuck key to lift up the cover a little to clear the tool. |
 |
| Lots of smoke produced during cut due to the cutting oil. Hope no one call the fire department... |
 |
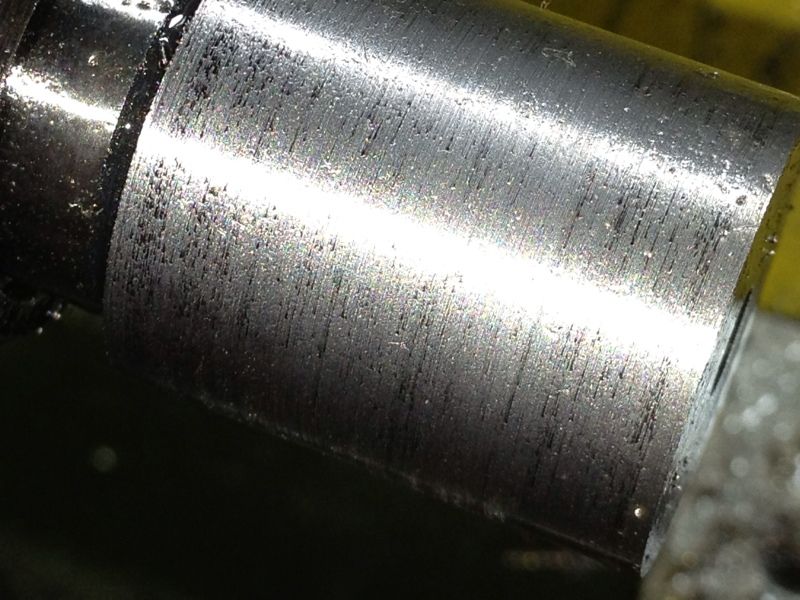
| Surface finish was rather bad when I stop to inspect the job. |
 |
| As advised by the good folks of Metalworkingfun.com, I swapped in the Sherline's carbide insert tool for its radius tip and started turning at 0.1mm per pass. |
 |
| So much better... The 3/4" diameter done. The left end of the job measures exactly 19.05mm (or 3/4") while the right end 19.03mm. |
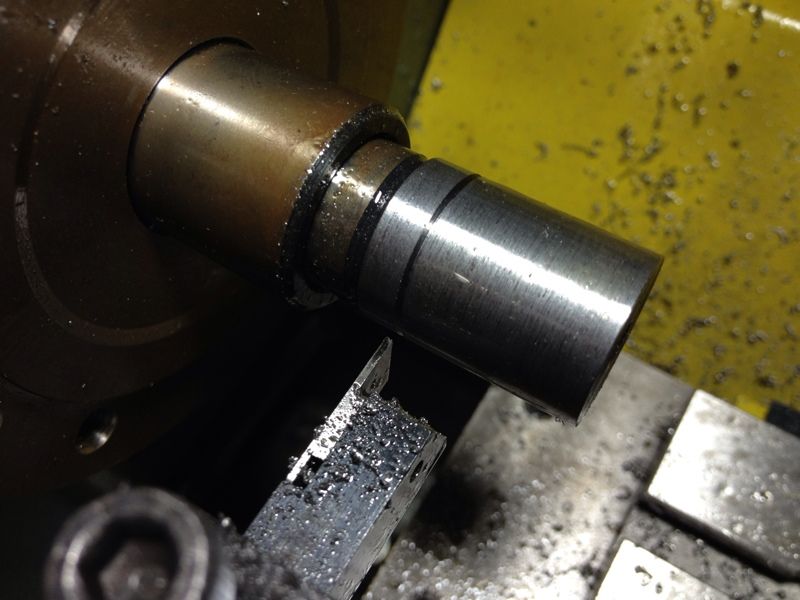
Next is to reduce a section down to 5/16" leaving 3/16" length of the stock at 3/4". In order to know which I should stop turning, I tried cutting a groove but parting this material turned out to be rather unpleasant. The AR Warner's part-off tool just jammed mid way through the cut. But what was done provided sufficent visual of the stop point.
 |
| Wanted to cut to the diameter of the tap drill of the 5/16" BSF thread, which is about 6.5mm, but the part off tool kept getting jammed up during cut. Only managed to about 2mm before giving up. |
 |
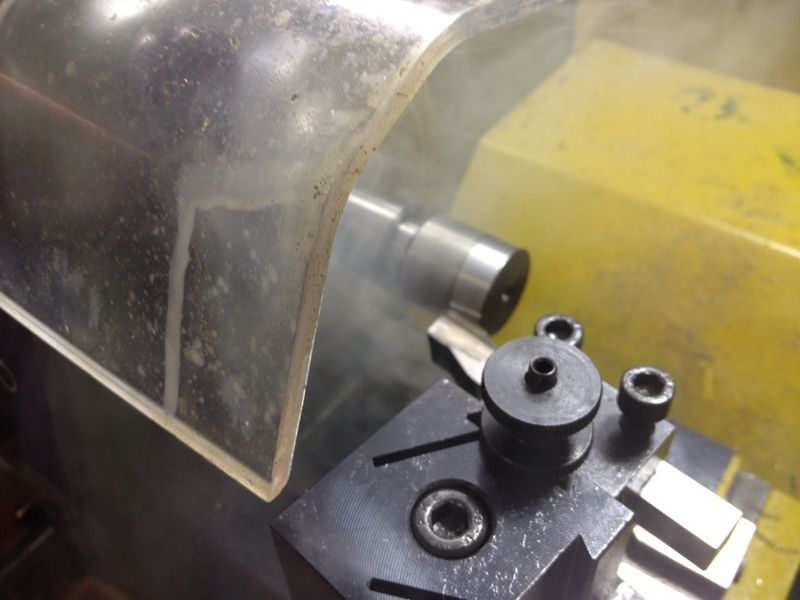
| Turning down till the tool was blocked by the body of the live centre. Looks like I've to get another live centre but with longer nose to avoid this problem. Meanwhile, I'll adjust the angle of the quick change tool post (QCTP) to allow the tip of the tool to go further in. |
I'll continue with the arbor in my next session. Long day tomorrow with appointments covering the first 3/4 of the day.
Have a blessed night.



No comments:
Post a Comment