I mustered my courage and went ahead to try disassembling all the parts on the apron - the engagement lever, the gears etc. When I'm finally at the real job, I couldn't proceed. The half nut assembly didn't want to come off after I removed the 4 cap screws... Afraid that I may break something if I pushed on, I went on to fiddle around with the carriage gib adjustment which the cap screws and set screws are now accessible. The adjustments were done without the lead screw installed. I managed to get it to the point that the carriage slides easily on the lathe ways with no apparent movement when twisting or lifting it by hands. Some tight spots towards very near to the spindle flange but I don't usually cut that close to the spindle.
With the lead screw installed, everything changed; there was the sound of the half nut rubbing on the lead screw and the lead screw handwheel was extremely hard to turn! While turning the handwheel from the spindle end to the tailstock end, I can feel my arm getting cramp...
I inspected the movement of the lead screw with the half nut engaged and disengaged. There seemed an excessive movement of the lead screw which may explained the problem I'm facing. The 3 cap screws holding the apron was released and tightened again with the half nut engaged. This ease off the tightness a little when turning with the handwheel and the rubbing sound is now gone. But the turning of the handwheel is still not smooth. Help!!! It is now worst than before!!!
Some pics of the session yesterday and this morning:
 |
| The half nut engagement lever removed. |
 |
| Apron handwheel taken out to free the gear on the other side of the apron. |
 |
| Removing the key require some care. Otherwise, it may fly across the room and too lost to be found... |
 |
| Sorry for the blurry shot. The key didn't fly but I marred its surface a little. A smooth file was used to gently removed the burrs caused by the plier. |
 |
| The little gear on the left is what the apron handwheel was coupled to. It can be removed till the bigger one comes out. |
 |
| This circlip is what holding the bigger gear. Even with the circlip plier, it flew to the other side of the shop. I heard it landed and managed to retrieve it - a miracle in my shop... |
 |
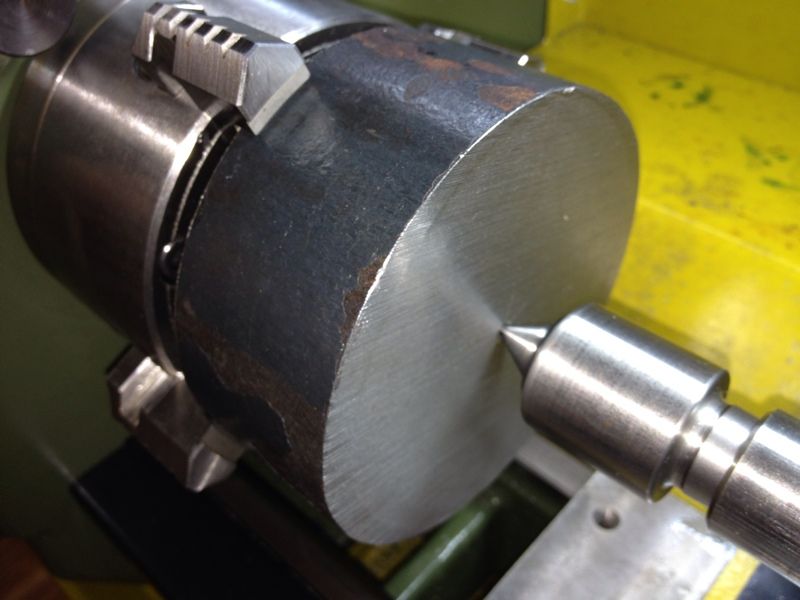
| Out came the bigger gear. The smaller one on it is what moves the carriage via a toothed rack beneath the lathe. |
 |
| This can now be removed. |
 |
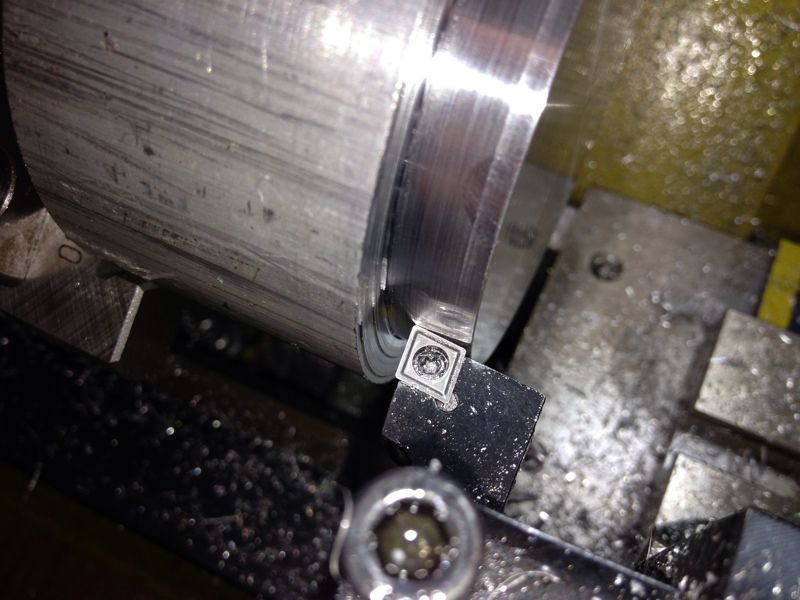
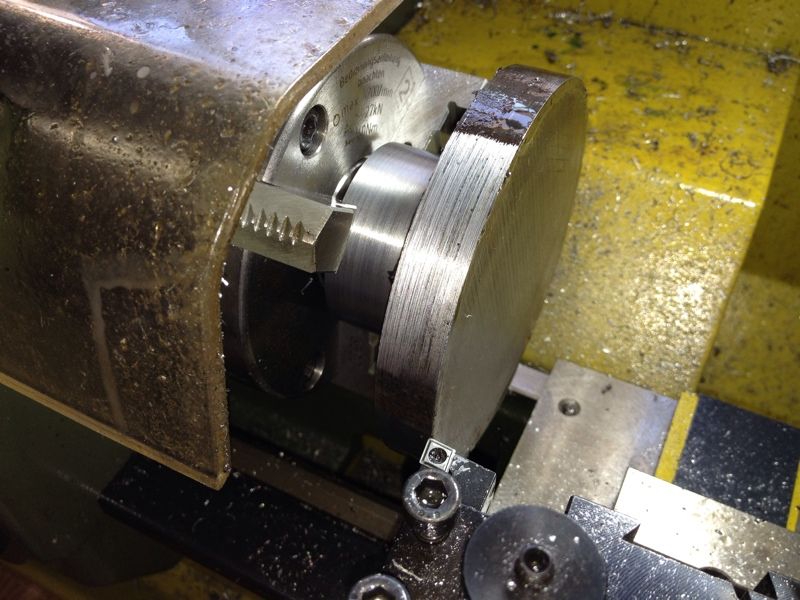
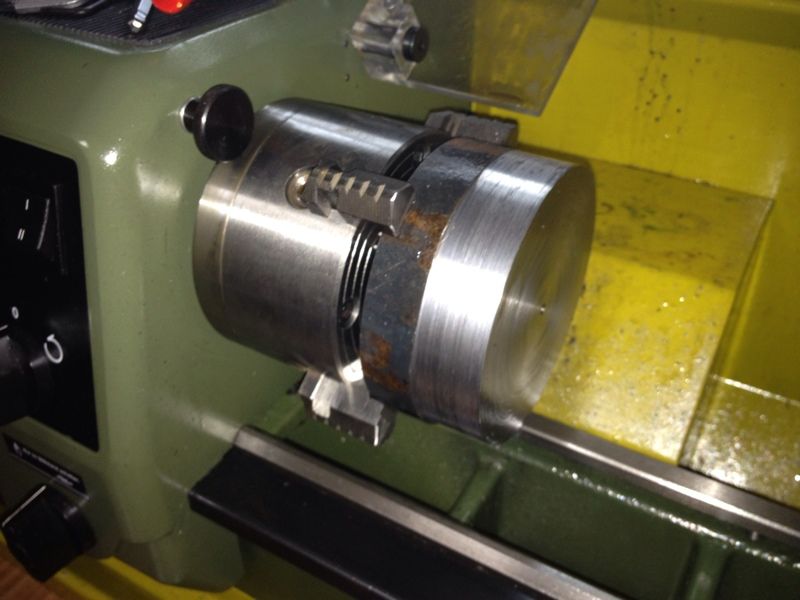
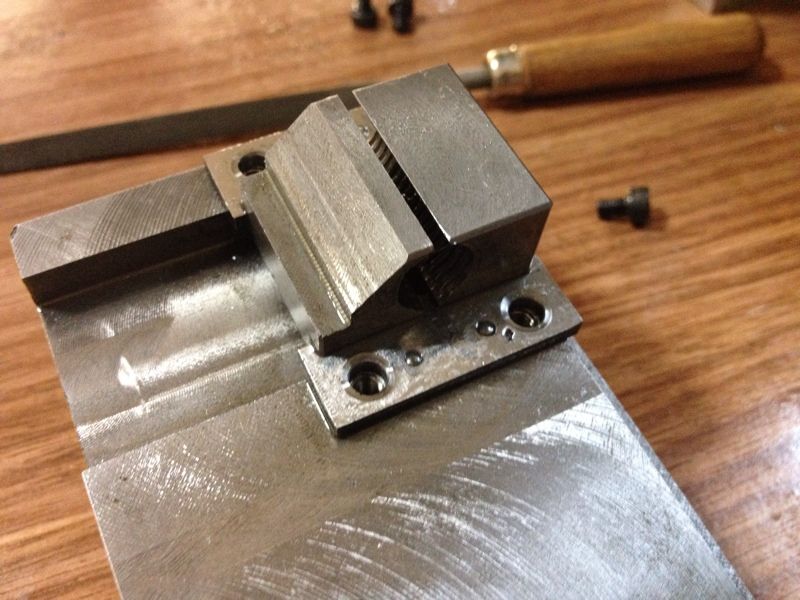
| The 4 cap screws on the half nut assembly removed. I originally thought that these are what hold the half nut to the apron but apparently not. There are 4 pins (2 to each side) between the cap screws. Wonder if these need to be driven out to release the half nut. |
 |
| While examining what else can be holding the half nut, I saw this slotted screw on the side of the apron. Could this be the one? I tried removing it but it refused to turn even a little. For fear of messing up the slot on the screw head, I stopped my attempt. |
I can't seem to do anything further till I figure out how to remove the half nut and so proceeded to put things back.
 |
| Then I realized that the circlip was bent out of shape... 2 pliers were used to bend it back to close to its original shape. |
 |
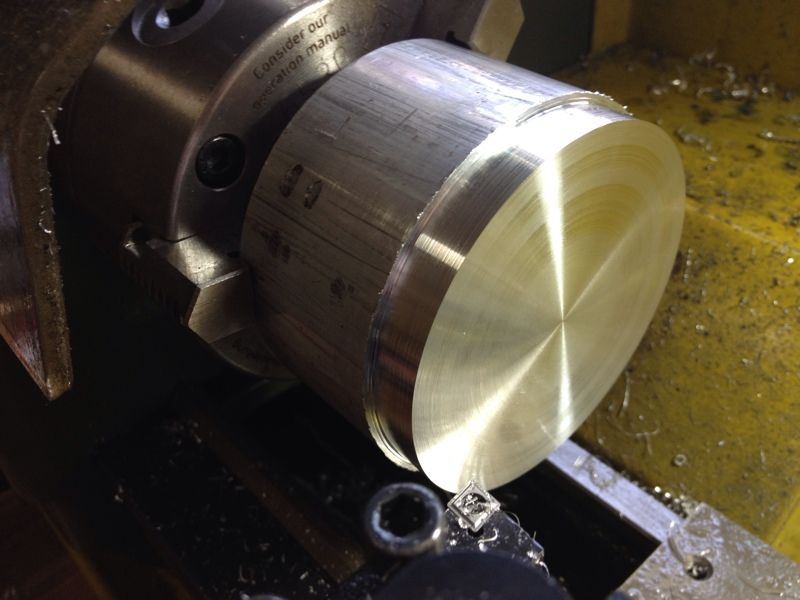
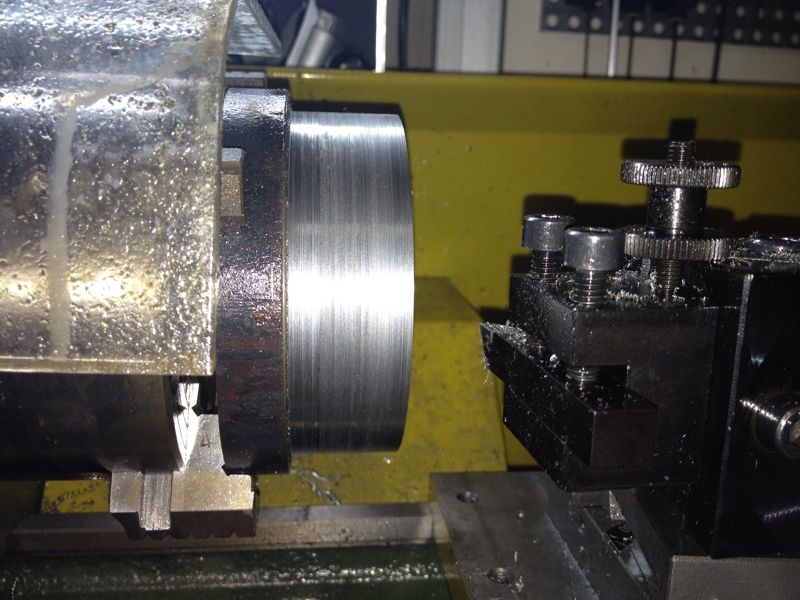
| Before installing the apron and lead screw, the gib plate was adjusted. I found that the metric allen wrenches I bought are long enough to allow adjustments from beneath the lathe. |
The adjustment of the gib plate took me a long time. The cap screws beneathe were tighten enough to hold the plate close to the carriage but still allow ease of movement. The apron was then installed to test and further adjusted.
There are some bit of tight spot near the spindle but that's the best I can do with my current skill level...
The major problem popped up with the lead screw was installed. It was so tight with the half nut engaged that I can't turn the lead screw at all. The 3 cap screws holding the apron to the carriage was loosen, half nut engaged, and tightened again. I did this near the handwheel, in the middle of the way, and near the spindle. Found that doing this nearer the spindle yielded the best result.
Some slight movement can still be seen on the lead screw when the half nut was engaged. Some grease elbow still needed to turn it. This is not to my satisfaction at all.
This video was taken to show the lead screw movement when the half nut was engaged.
If you have any insight on this issue, kindly drop me a comment or send me an email. Any help is very much appreciated.